Pengaruh Pemanasan Serbuk Al Pra-Kompaksi Terhadap Sifat Fisis Komposit Al/SiC Hasil Metode Metalurgi Serbuk - ITS Repository
Teks penuh
Gambar
Dokumen terkait
Pada proses pencampuran partikel keramik ke dalam matrik cair, partikel keramik SiC biasanya tidak terbasahi permukaannya oleh matrik cair atau wettability yang kurang, dan
pembuatan komposit dengan metode stircasting terletak pada penyusupan fase logam cair yang dihubungkan dengan kemampan basah ( wettability ) dari partikel penguat. Umumnya
Nilai modulus elastisitas komposit Al-SiC tidak hanya dipengaruhi oleh fraksi volume penguat SiC tetapi sangat terkait dengan suhu pelapisan partikel SiC sampai
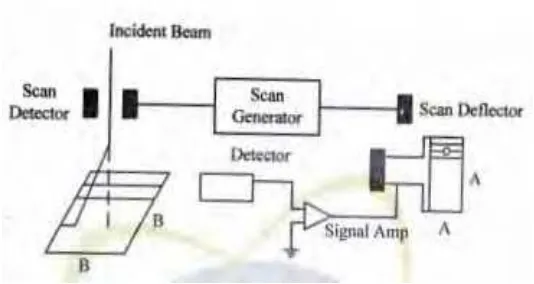
Pengujian SEM kali ini dilakukan untuk melihat patah getas yang terjadi pada komposit AlSiMgTiB dengan penguat serbuk SiC, pengujian dilakukan di UPT Laboratorium
Paduan aluminium merupakan matriks yang sering digunakan untuk pembuatan komposit matrik logam, pemilihan aluminium dan paduannya digunakan sebagai matriks karena
Pada proses pencampuran partikel keramik ke dalam matrik cair, partikel keramik SiC biasanya tidak terbasahi permukaannya oleh matrik cair atau wettability yang kurang, dan
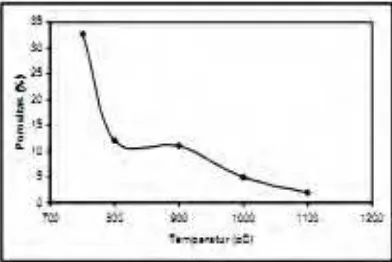
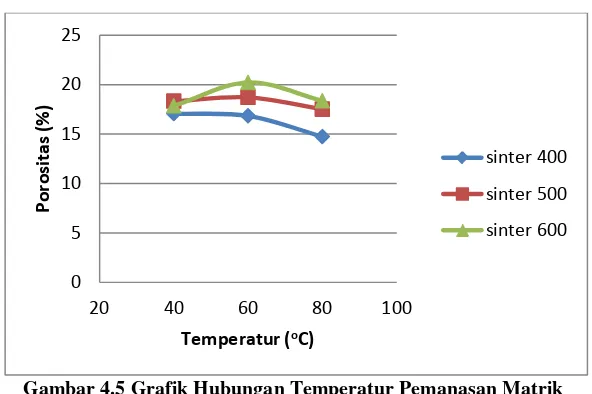
Hasil nilai porositas pada spesimen dengan fraksi serbuk SiC 10% mempunyai nilai rata-rata porositas sebesar 3,7% dan semakin mengecil pada spesimen dengan fraksi serbuk SiC
Dalam pembuatan komposit perlu adanya kemampuan pembasahan (wettability) dari matrik untuk membasahi penguat (reinforce) sehingga ikatan antar muka pada material komposit
