Analisa Rekondisi Baja Pegas Daun Bekas SUP 9A Dengan Metode Quench-Temper Pada Temperatur Tempering 480°C Terhadap Kekerasan Dan Kekuatan Tarik - ITS Repository
Bebas
87
0
0
Teks penuh
Gambar
![Gambar 2.3 Model Wood untuk pengintian retak [8]](https://thumb-ap.123doks.com/thumbv2/123dok/1754516.2090528/25.420.99.361.129.346/gambar-model-wood-untuk-pengintian-retak.webp)
![Gambar 2.11 Prinsip Kerja Rockwell [1]](https://thumb-ap.123doks.com/thumbv2/123dok/1754516.2090528/36.420.148.292.222.307/gambar-prinsip-kerja-rockwell.webp)

+7
![Gambar 2.14 Kurva Tegangan Luluh [5]](https://thumb-ap.123doks.com/thumbv2/123dok/1754516.2090528/42.420.137.322.152.321/gambar-kurva-tegangan-luluh.webp)


Dokumen terkait
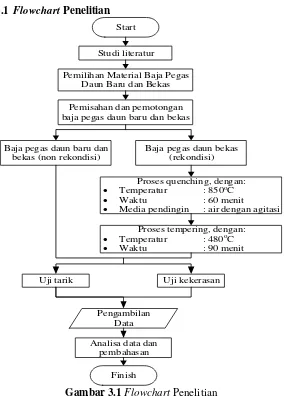
Dari hasil perlakuan panas yang dilakukan ini yaitu pada temperatur 850ºC dengan waktu penahanan 60 menit, dan dilakukan pendinginan cepat terdapat penurunan
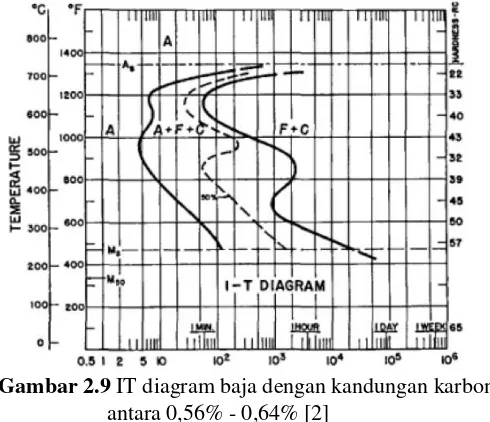
Proses quenching merupakan proses pendinginan cepat yang bertujuan untuk mengeraskan suatu material dengan melakukan pemanasan logam hingga mencapai temperatur austenit
