EFEK KECEPATAN PENGELASAN TERHADAP SIFAT MEKANIK HASIL PENGELASAN FCAW PADA PLAT BAJA A36
Teks penuh
Gambar
Dokumen terkait
Pada variasi waktu 0,6 dt dengan variasi arus 5000 A, 6000 A, dan 7000 A peningkatan nilai kekerasan daerah logam las baja karbon rendah sebesar 3,36 kali, yang lebih
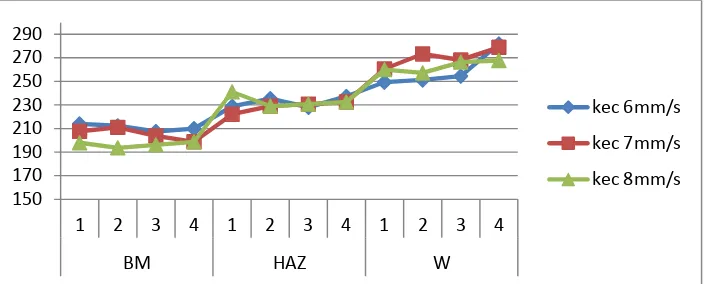
HAZ merupakan daerah yang dipengaruhi panas dan juga logam dasar yang bersebelahan dengan logam las yang selama proses pengelasan mengalami siklus termal
Dari grafik diatas dapat dilihat bahwa nilai kekerasan pada material aluminium dan tembaga menunjukkan di daerah yang semakin mendekati Welding Zone semakin menurun secara
Adapun untuk hasil pengamatan struktur mikro, pengelasan dengan menggunakan nilai heat input 1,46 KJ/mm memiliki presentase struktur ferrite terkecil pada bagian
Penyebab kekerasan pada HAZ D pada uji kekerasan las GTAW lebih keras nilai harga kekerasanya dibandingkan uji kekersasan las SMAW mungkin pada daerah HAZ D pada las
Berdasarkan latar belakang diatas maka perlu dilakukan suatu penelitian untuk mempelajari kekuatan bahan lasan yang terjadi pada sambungan las dengan melakukan variasi
Kekerasan mikro tertinggi dimiliki oleh sampel lasan yang tidak mengalami PWHT di bagian daerah lasannya yaitu 500,5 HV, dan bagian lasan yang kekerasannya paling
Pengelasan adalah proses penyambungan logam atau non logam yang dilakukan dengan memanaskan material yang disambung hingga temperatur las [1]. Pengelasan merupakan
