teori pemesinan dasar proses fraiss milling
Teks penuh
Gambar

Garis besar
Dokumen terkait
Proses pemesinan atau proses pemotongan logam dengan menggunakan pahat (perkakas potong) pada mesin perkakas merupakan salah satu jenis proses pembuatan komponen
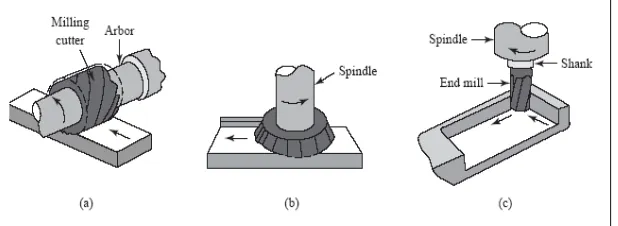
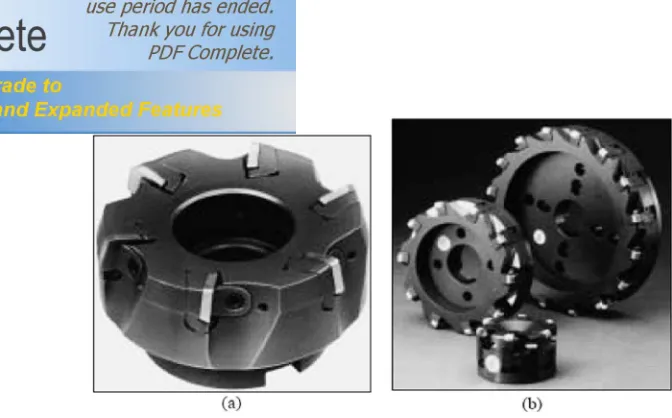
Proses pemesinan frais adalah suatu proses penyayatan benda kerja dengan mempergunakan pisau freis (c utter ) sebagai pahat penyayat yang berputar
Mata bor helix kecil ( Low helix drills ) : mata bor dengan sudut helix lebih kecil dari ukuran normal berguna untuk mencegah pahat bor terangkat ke atas
Disemprotkan ( Jet Application of Fluid ), pada proses pendinginan dengan cara ini cairan pendingin disemprotkan langsung ke daerah pemotongan (pertemuan antara
Sistem kontrol untuk meja kerja mesin frais terdiri dari beberapa komponen antara lain, sistem transmisi, motor servo AC, amplifier atau driver motor servo AC,
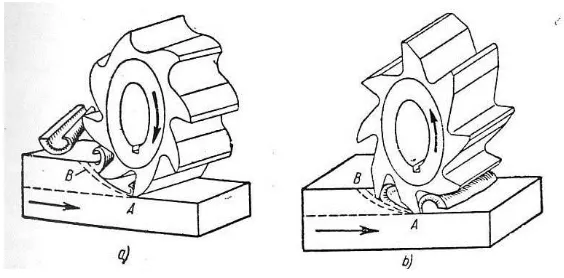
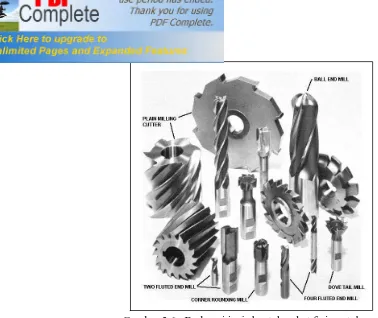
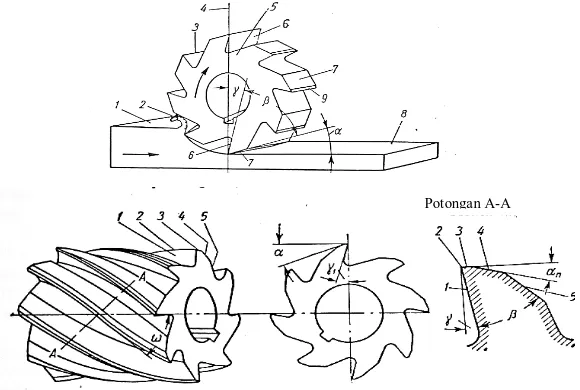
Mengefrais adalah mengerjakan logam dengan mesin yang menggunakan pemotong yang berputar yang mempnyai sejumlah mata poting.Ada dua jenis pahat frais yang paling
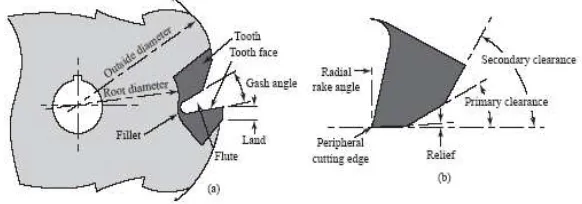
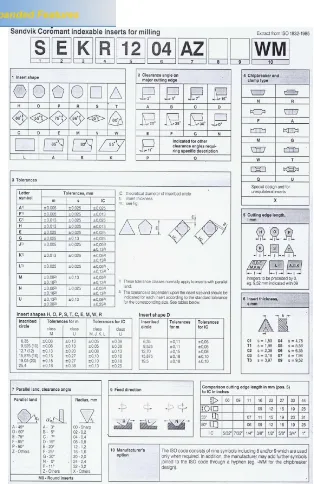
melakukan penelitian untuk mengetahui pengaruh geometri pahat ( radial rake angle dan nose radius) dan kondisi pemotongan (kecepatan potong dan kecepatan makan) terhadap
Pahat yang digunakan untuk proses pengasaran (roughing ) sebaiknya dipilih pahat frais yang ukuran giginya relatif besar, dengan kecepatan potong dipilih yang minimal dari
