Analisa Penyebab Dan Pencegahan Failure Tube Air Fin Cooler 15-E-110 Akibat Crevice Corrosion (Studi Kasus PT. PERTAMINA RU VI Balongan) - ITS Repository
Teks penuh
Gambar
![Gambar 2.1 Alur proses perengkahan menggunakan katalis [1]](https://thumb-ap.123doks.com/thumbv2/123dok/1782272.2095323/27.420.119.302.70.352/gambar-alur-proses-perengkahan-menggunakan-katalis.webp)
![Gambar 2.2 Proses pemisahan uap hidrokarbon menggunakan main column [2]](https://thumb-ap.123doks.com/thumbv2/123dok/1782272.2095323/29.420.129.276.121.348/gambar-proses-pemisahan-uap-hidrokarbon-menggunakan-main-column.webp)
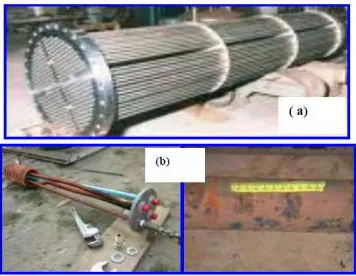
![Gambar 2.4 Finned tube pada air fin cooler [15]](https://thumb-ap.123doks.com/thumbv2/123dok/1782272.2095323/31.420.128.276.121.232/gambar-finned-tube-pada-air-fin-cooler.webp)
![Gambar 2.5 Pengujian tidak merusak menggunakan metode IRIS [8]](https://thumb-ap.123doks.com/thumbv2/123dok/1782272.2095323/33.420.141.311.408.488/gambar-pengujian-tidak-merusak-menggunakan-metode-iris.webp)
![Gambar 2.8 Mekanisme crevice corrosion [16]](https://thumb-ap.123doks.com/thumbv2/123dok/1782272.2095323/37.420.133.315.381.483/gambar-mekanisme-crevice-corrosion.webp)
![Gambar 2.10 Mekanisme korosi sumuran [14]](https://thumb-ap.123doks.com/thumbv2/123dok/1782272.2095323/39.420.130.310.147.254/gambar-mekanisme-korosi-sumuran.webp)

Dokumen terkait
Di antara 11 daerah ini, Bengkayang, Sekadau, Bener Meriah, Luwu, Kota Banda Aceh, Probolinggo, dan Kota Makassar belanja kesehatannya tidak pernah mencapai 10% total belanja
Kinerja bank dianalisis menggunakan CAMEL (aspek permodalan, kualitas aktiva, manajemen, rentabilitas dan likuiditas), dengan hasil penelitian tidak adanya perbedaan yang
Proses peralihan harta dari orang yang telah meninggal kepada yang masih hidup dalam hukum kewarisan Islam ada tiga unsur yaitu pewaris, harta warisan dan ahli
Setelah dilaksanakan pengajaran remedial, maka selanjutnya dilakukan pengukuran terhadap perubahan pada diri siswa yang bersangkutan, tercapai atau belum apa yang telah
Crane has not gone to the damnation bow-wows by any means, for “The Little Regiment,” which is the general title of a series of his short sto- ries just brought together into a
15) Pelaksanaan urusan penyelesaian barang yang dinyatakan tidak dikuasai, barang yang dikuasai Negara dan barang yang menjadi milik Negara. 16) Penyiapan pelelangan atas
Penelitian dari 44 responden, pengetahuan gizi ibu hamil tentang status gizi di BPS Wilayah Kerja Puskesmas Gisting Tahun 2015, sudah tergolong baik karena ibu hamil sudah banyak
Hasil Indeks Dominansi (C) masing- masing stasiun di perairan Kecamatan Genuk yang didapatkan dari bulan April – Juni berkisar antara 0,255 – 1 sedangkan untuk
