Analisis Kapabilitas Proses Produksi Gas Hidrogen Di PT. SAMATOR Gresik - ITS Repository
Teks penuh
Gambar

Dokumen terkait
Pada penelitian ini, bertujuan untuk mengetahui bagaimana kapabilitas proses dari produksi garam beryodium pada tahap I (bulan November-Desember 2014) dan tahap II
Gambar tersebut menunjukan bahwa tidak ada pengamatan yang berada diluar batas kendali, dimana batas kendali atas sebesar 0,7001 dan batas kendali bawah sebesar 0,
Peta kendali p multivariat untuk pengamatan bulan Januari 2011 dengan menggunakan batas kendali baru ditampilkan pada Gambar 9 menunjukkan proses produksi dapat dikatakan
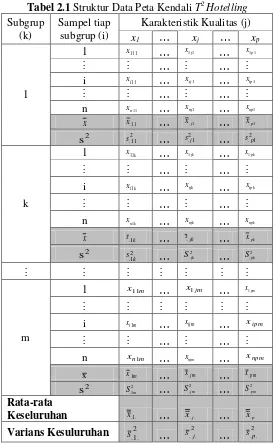
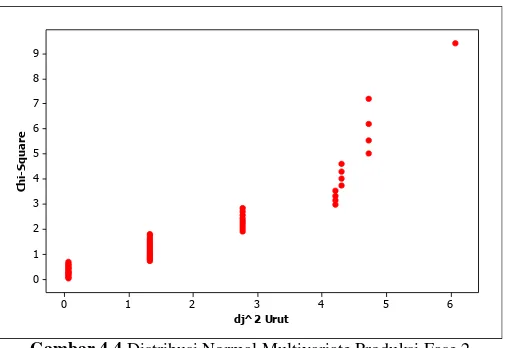
Data yang digunakan untuk kapabilitas proses variabel adalah data hasil pemeriksaan berat rokok Djarum Coklat fase I dan II yang telah terkendali secara statistika dengan
Dari peta kendali tersebut, terlihat bahwa tidak ada pengamatan yang berada di luar batas kendali sehingga dapat dikatakan bahwa jenis cacat crack telah terkendali.. Gambar 7
Hasil Peta Kendali GV secara keseluruhan menggunakan persamaan 7,8,9,10,dan 11 memiliki batas kendali atas sebesar 2,420 dan batas kendali bawah 0 terdapat titik pengamatan
Batas kendali yang digunakan adalah batas kendali pada fase I karena mean proses pada fase I telah terkendali secara statistik sehingga dapat diketahui apakah terjadi
Peta kendali p multivariat untuk pengamatan bulan Januari 2011 dengan menggunakan batas kendali baru ditampilkan pada Gambar 9 menunjukkan proses produksi dapat dikatakan
