teori pemesinan dasar proses bubut turning
Teks penuh
Gambar


Dokumen terkait
lama dari pada pembuatan massal (waktu rata-rata per produk), karena waktu penyiapan mesin tidak dilakukan untuk setiap benda kerja yang dikerjakan. 6) Untuk proses bubut rata
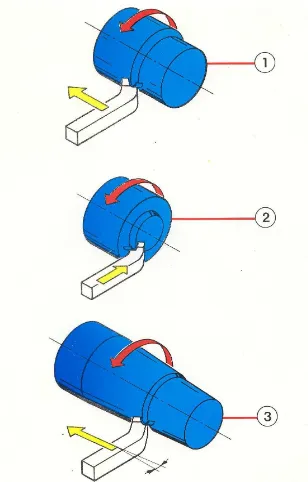
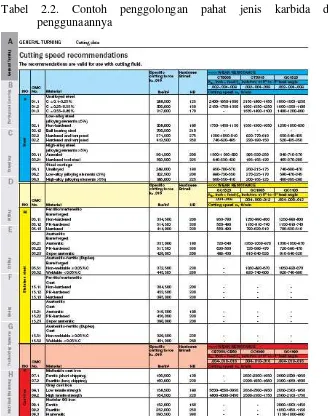
Yang dimaksud pemotongan pada mesin bubut adalah, proses pemotongan benda kerja yang dilakukan menggunakan mesin bubut. Proses pemotongan pada mesin bubut, pada umumnya
3.10 Menerapkan prosedur teknik pembuatan benda kerja rakitan pada mesin bubut, dengan menggunakan berbagai cara/ teknik. 4.10 Menggunakan mesin
Pada proses ini, benda kerja yang dikerjakan dengan profil dan ukuran yang sama antara elektroda dengan benda kerja. Proses tersebut bekerja sampai tembus sehingga
bram yang melayang pada saat kerja di mesin bubut. Oleh karena itu. kaca mata yang dipakai oleh operator harus memenuhi syarat-syarat.. berikut: mampu menutup semua bagian-bagian
kerja yang dapat dikerjakan di mesin frais CNC; (2) metode pemasangan benda kerja; (3) urutan proses pemesinan pada setiap proses pemesinan; dan (4) alat potong
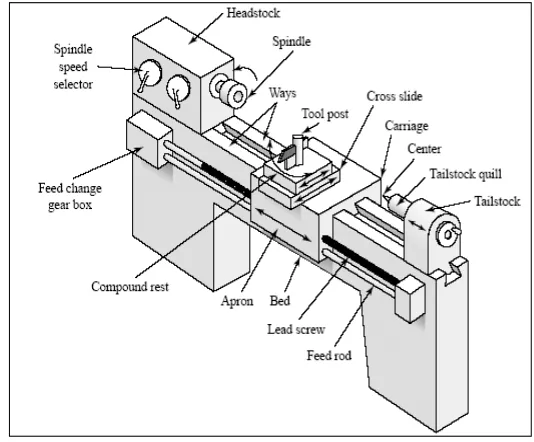
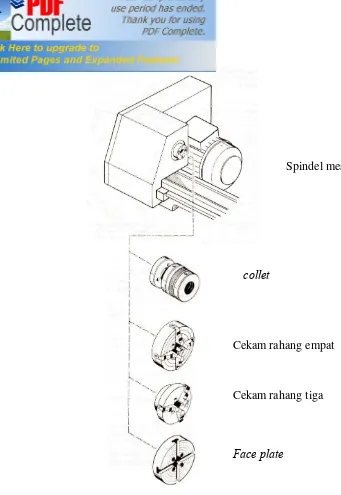
b) Prinsip kerja Mesin Bubut CNC TU-2A juga sama dengan Mesin Bubut Prinsip kerja Mesin Bubut CNC TU-2A juga sama dengan Mesin Bubut konvensional yaitu benda
Pada proses ini, benda kerja yang dikerjakan dengan profil dan ukuran yang sama antara elektroda dengan benda kerja. Proses tersebut bekerja sampai tembus sehingga
