Usulan Perbaikan Kualitas Dengan Metode Six Sigma Dan Failure Mode And Effect (FMEA) Pada Produk Ribbed Smoke Sheet Di Pabrik Karet PTPN. II Kebun Batang Serangan.
Teks penuh
Gambar

Dokumen terkait
Untuk itu perlu dilakukan perbaikan terhadap metode yang digunakan sehingga potensi produk cacat dapat dicegah yaitu lakukan pemeriksaan kondisi mata pisau mesin Depallater pada
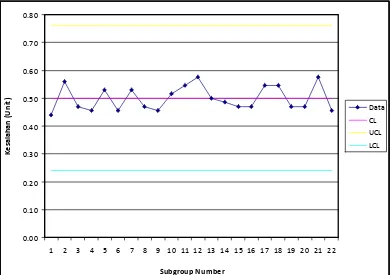
Untuk menanggulangi permasalahan tersebut, maka dilakukan penelitian untuk mengetahui jenis kecacatan yang paling dominan, gambaran batas kontrol dari kualitas
Pada tahap ini, hasil olahan data akan dianalisa untuk mencari faktor penyebab terjadinya kecacatan pada produk baja yang dihasilkan dengan diagram pareto (Gambar
Tujuan dari penelitian ini adalah untuk mengetahui kualitas gula putih kristal dengan tingkat kecacatan produk dengan menggunakan metode Six sigma.. Metodologi
Sigma , perusahaan dapat mengetahui jenis cacat dan faktor penyebabnya serta tindakan yang dilakukan untuk mengurangi jumlah cacat sehingga dapat meningkatan efisiensi
Usulan perbaikan kualitas produk genteng dengan metode Six Sigma dan Mode and Effect Analysis (FMEA) untuk mengurangi tingkat produk cacat (defect) dalam proses produksi yaitu
Untuk menanggulangi permasalahan tersebut, maka dilakukan penelitian untuk mengetahui jenis kecacatan yang paling dominan, gambaran batas kontrol dari kualitas
Hasil dari data yang telah diolah dan dianalisa, faktor penyebab kecacatan bentuk tidak sesuai yaitu operator kurang hati-hati dengan nilai RPN 120, penyebab cacat sablon
