Mechanical engineering design process
Teks penuh
Gambar


Garis besar
Dokumen terkait
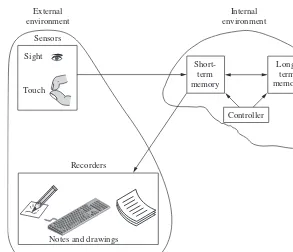
Figure 1.1.1 illustrates how the job functions of industrial engineers (IEs) changed in the 1960s and 1970s [5]. Activities throughout the early part of the 1960s were still
Release engineers work with software engineers (SWEs) in product development and SREs to define all the steps required to release software — from how the software is stored in
5 Malaysia - Research Team To enhance research capacity in the country and nurture early career researchersECRs, MOSTI encourages projects to involve early career researchers who
Implementing this meta-model of MBSE will assist Systems Engineers modellers to organize and present information to support development of tangible model based requirements to develop
1.4 Research objectives This study: Investigates the need for adopting proper techniques to estimate productivity of academic staff and academic departments; Examines the
Batam Teknologi Gas already has adequate components to facilitate the needs of employees and staff at the company in terms of technology, especially internet networks.. However, the
headaches and migraines increase of electrical bills forest fires causing haze 3 Proposing and selecting the best solutions to the problem Example: wind mills, water mills and
Fishbone analysis of inventory problems in the company Class A classification shown in Table 1 has a fast movement and needs to be managed strictly, accurately, and calculated using a
