Analisa Jumlah Operator Pada Bagian Pengepakan Dengam Metode Work Sampling dan Biomekanika di PT. Mutiara Mukti Farma
Teks penuh
Gambar


Dokumen terkait
( demand ) dan ketersediaan ( supply ) pada masa yang akan datang, baik jumlah maupun jenisnya, sehingga departemen sumber daya manusia dapat merencanakan
junior di Departemen Teknik Industri USU yang telah memberikan banyak.. masukan
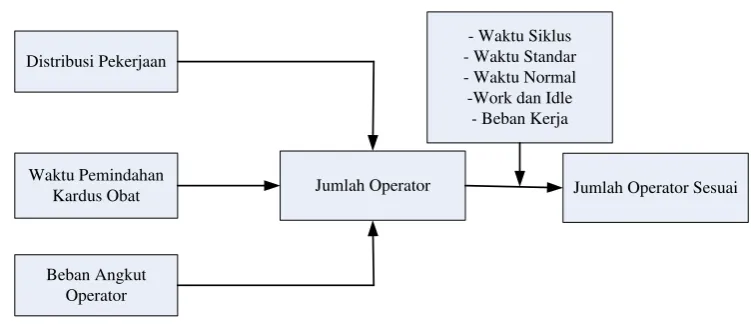
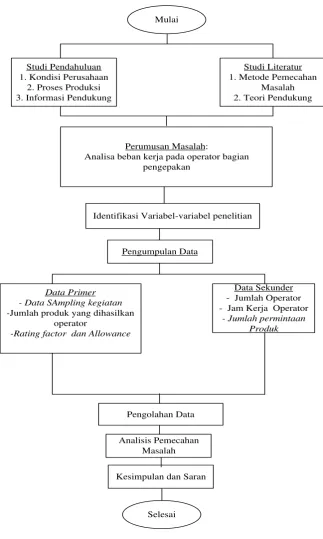
Tujuan umum dari penelitian adalah melakukan perhitungan jumlah operator yang sesuai dan beban kerja yang dapat ditanggung untuk mengurangi kelelahan operator.. Tujuan khusus
Analisa Beban Kerja dan Jumlah Tenaga Kerja yang Optimal pada Bagian Produksi dengan Pendekatan Metode Work
ANALISIS BEBAN KERJA PADA STASIUN SORTASI DENGAN MENGGUNAKAN METODE WORK SAMPLING.. DAN BIOMEKANIKA UNTUK MENENTUKAN JUMLAH OPERATOR
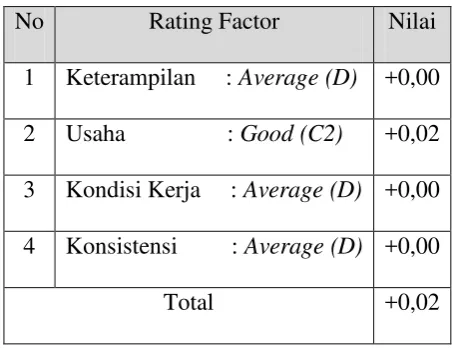
Tampak seperti telah terlatih dengan sangat baik4. Gerakan-gerakannya halus tetapi sangat cepat sehingga sulit
Analisa Beban Kerja dan Jumlah Tenaga Kerja yang Optimal pada Bagian Produksi dengan Pendekatan Metode Work
Analisa Beban Kerja dan Jumlah Tenaga Kerja yang Optimal Pada Bagian Produksi dengan Pendekatan Metode Work Load Analysis WLA di PT.. Surabaya Perdana
